
“花小钱办大事”
发布时间:2013-11-20
测试人:曹彦生,全国技术能手,曾获全国数控技能大赛数控铣亚军,现为数控技能大赛专家。
西门子数控系统近几年已经形成了以 Sinumerik 808D、828D和840D为代表的全系列产品,可以满足机床用户和最终用户的绝大部分需求。然而,西门子人并不满足这些成绩,近期,西门子又推出了Sinumerik 808D 总线版数控系统(见图1),对于用户来说,“花小钱办大事”,这是笔者对这款系统的评价。新系统是一款面向大众的产品,和同类产品相比,操作便捷,编程智能,功能丰富强大,有所超乎预料,有些功能甚至可媲美同行业的高档系统。

Sinumerik 808D ADVANCED(总线版)(以下简称新系统)作为一款面向大众用户的数控系统,使用了Sinamics V70 驱动器及Simotics S-1FL6 伺服电动机,采用了Drive Bus 总线技术,为简易型机床提供了全新的数控系统解决方案,让更多的用户能够体验西门子系统的方便性。
一、静态测试
(1)控制面板典雅简洁,且接口丰富。新系统继承了Siemens 控制面板的风格,如图2所示,采用带有保护膜的机械式按键,用户体验还是跟西门子828D按起来的感觉相差不大。配置7.5in LCD 彩色显示器,很适合这个档次的产品。特别强调的是,新系统的机床控制面板增加了实时显示刀号的LED灯,当前使用的刀具号一目了然,加工的安全性大大提高。新系统面板有USB接口,方便用户进行程序传输,也可直接读取U盘里的程序,节省程序传输的时间。背板有以太网接口(见图3),可通过网络进行程序的传输和报警时界面抓拍相片的传输,方便用户远程管理机床,处理问题。有高防护等级的集成及分散式I/O接口和Drive Bus接口。



(2)伺服驱动和电机接口安全可靠。如图4所示,驱动器上的安全接口,电机抱闸接口,紧凑的编码器插头和快速调试插口安全可靠,方便耐用;电动机易于安装,结实耐用,性能优异。
二、功能测评
(1)零点设定功能。此系统配有高档系统才有的手动零点测量功能,采用交互的界面,支持单边设定、四方分中、三点确定圆心等多种零点设定,为操作人员带了极大的便利。有个交互式的零点设定,节省了使用计算器的时间,比同类系统要方便很多。见图4、图5。
图4 零点设定

图5 计算器功能
(2)T、S、M功能。增加了T、S、M快速激活功能,用户在手工模式下很方便地实现刀具、主轴、辅助指令的激活,替代了以往通过多种模式的切换才能完成的功能。通过亲身体验,个人认为这个小功能的确为操作人员带来很大的便利。见图6。

图6 T、S、M快速激活功能
(3)刀具补偿功能。支持刀具半径补偿和长度补偿通过手动和自动两种模式测量,易懂的人机交互界面,让用户减少了刀具补偿值的换算。对于使用刀具长度补偿的用户,这个功能要比其他系统方便很多,避免了很多不必要的换算。见图7。

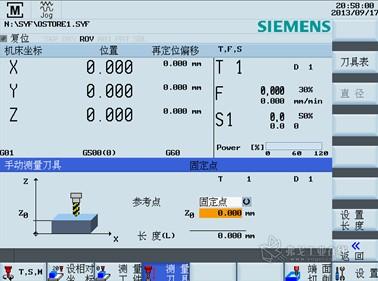
图 7 刀具补偿设定
(4)刀具创建功能。继承了西门子数控系统一贯的刀具定义风格,支持钻头、丝锥、铣刀等刀具的定义,每把刀具最多可支持9个不同的刀位点。特别是车刀的创建,还增加了刀位的示意图,对于经常把车刀刀位点搞混的用户不用再去费心记了,刀尖点的定义变得一目了然。见图8、图9。

图 8铣刀创建
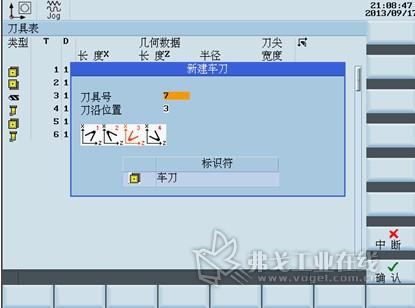
图 9 车刀创建
(5)通信功能。为用户提供了1.25M的空间存放加工程序,能满足大多数用户的需求。除此之外,在面板上还增加了一个USB接口(见图10),可扩展加工程序的存储。当然还支持以太网接口和RS232接口,满足不同的用户的需求。对于大于1.25M的程序,用户可以直接从U盘调用加工,这对于低档的数控系统加工模具很方便,可以替代DNC功能,就是不支持程序在U盘中修改。

图10 U盘调用程序加工
(6)程序模拟与实时模拟。提供强大的程序模拟功能,可以充分显示毛坯切削的过程。程序模拟功能还支持模拟界面与加工界面的随时切换,方便用户对加工程序实时监控,让首件调试变得便利。见图11。
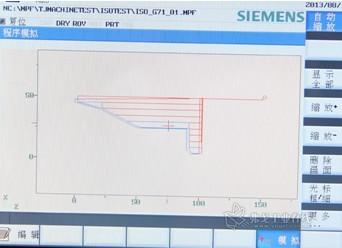
图 11 程序模拟功能
(7)特有的编程循环。新系统提供了多种孔加工策略、车加工策略、型腔铣循环、螺纹铣循环;支持极坐标编程和增量编程;支持任意轮廓的粗精车削路径的计算;提供了多种循环语句,满足用户的编程需求,如图12所示。作为Siemens推出的一款经济型系统,丝毫没有消减在高端系统为用户提供的功能,这也许就是德国企业的精明之处吧。
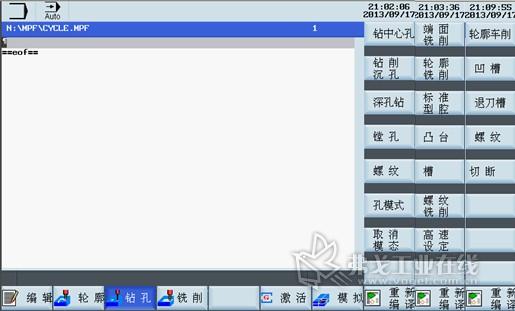
图12 Siemens编程循环
(8)精优曲面加工功能。大多用户在加工曲面过程中经常碰到速度上不去,或曲面质量不满足要求,面对这种问题很头痛。新系统的精优曲面功能集成的先进路径规划策略,能够有效提高工件的表面加工效果,而优化的程序压缩器功能能够将众多的小线段程序拟合成样条曲线,提高程序处理速度,并同时提高工件表面粗糙度。精优曲面功能的激活与设置可以简单地在高速设定循环Cycle 832 中完成,用户只需在循环界面中,输入相应的工序和质量要求,系统便可优化加工速度和精度,保证零件的加工效率和质量。如图13所示。对于一些加工模具的小企业来说,这无疑是最大的好消息,无需花更多的资金,便可实现较高水平的模具加工,对用户来说也特别容易掌握。
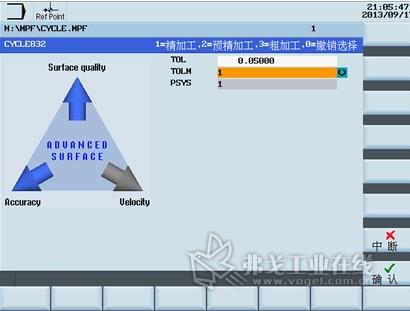
图 13 Cycle 832设置
另外,新系统在面板上还增加了程序测试和选择停止按键,支持屏幕内容的拍照,支持程序的复制,粘贴,搜索等功能。作为一款经济型数控系统,功能如此强大,多少令人有点意外。当屏幕抓拍时,会适时显示一个相机。利用这一功能可方便地将屏幕报警信息传输到制造商,以便快速处理问题。
(9)编程体验。新系统支持多种编程模式,支持轮廓编程,提供多种工艺循环(钻,铣,车) 人机界面,用户只需依据图样在对话式的界面中输入曲线轮廓,便可自动生成加工程序。支持ISO 式编程语言:支持常用的 ISO 式编程语言,即使没用过西门子数控系统的人员,也可按 ISO 数控系统进行程序编制。对于海量程序,新系统还支持U盘的在线加工和DNC加工;在程序编辑中还提供了常用函数的快捷输入;支持加工过程中断后的继接。
(10)培训软件。Simunerik 808D 总线版 on PC 是一款集学习、培训和离线编程功能于一体的免费电脑软件。它具有与真实数控系统相同的功能与操作界面,并能够在其上进行和实际机床相同的操作与编程。通过虚拟机床控制面板,用户更容易掌握操作和编程。
三、深度动态测试
以上介绍了那么多功能,使用效果到底怎么样,还是通过典型零件的加工来说明吧。为了更好的体验新系统的优缺点,我们各通过数控车和数控铣分别加工一个零件。
1.808D 总线版T数控车系统
工件如图14所示,加工要素分别为端面、外圆、槽、螺纹和球面。采用手工编程,零件比较简单,主要测试数控系统编程的易用性,操作的方便性以及扩展功能(不带Y轴)。机床类型:浙江丽伟 (leadwell) 型号:T-6M
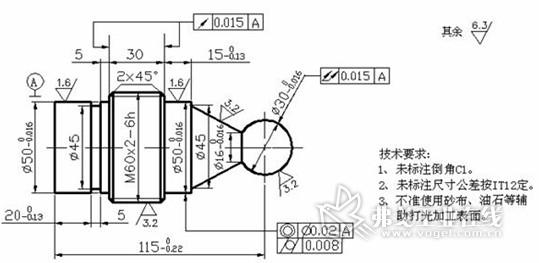
所用刀具为: T3 切槽刀,刀宽4mm,T9 螺纹刀,T10 半精车刀。
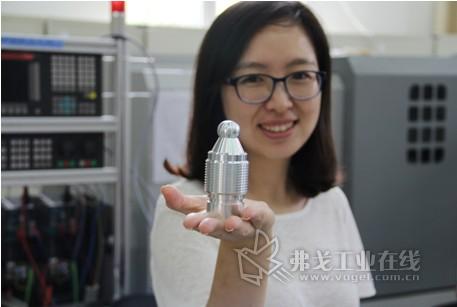
零件加工实物如图15所示。
作为一款经济型的数控车系统,Siemens还是毫不吝啬地保留了大部分加工循环,如轮廓粗加工循环、轮廓精加工循环、槽加工循环、螺纹加工循环,习惯用蓝图编程的还可以使用轮廓功能完成零件的程序编制。相比而言,808D 总线版T继承了Siemens家庭的大部分功能,支持任意形状的零件的车削编程,还支持不带Y轴的端面转换与柱面转换车削中心编程,可媲美其他系统的高端产品。
2.808D总线版M数控铣系统
工件三维图形如图16所示,主要目的是测试数控系统编程的易用性,操作的方便性以及动态性能(总线版Surface精优曲面功能),标准面板如图17所示。
图 17
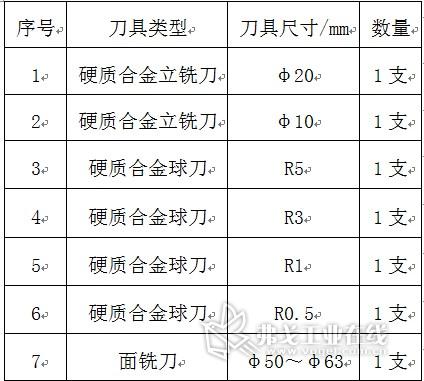
测试机床:北京机电院BV75数控铣床,最高转速8000r/min。刀具清单如附表所示。编程方法:自动编程。
刀具清单表
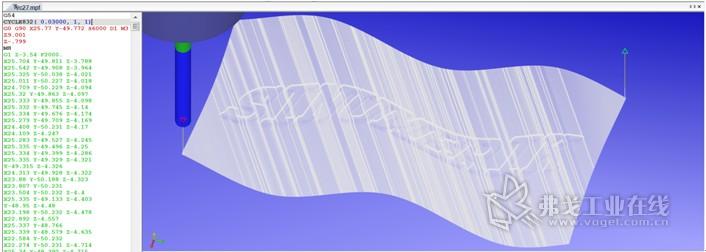
需要强调的是,新系统专门提供了用于模具加工的功能,一般用户很容易忽略这个问题,导致加工质量和加工效率不能满足要求。在加工曲面时,需要在程序前加CYCLE832( 0.03000, 1, 1)模具加工指令,如图21所示。通过此项功能,机床加工速度明显提升,机床“抖动”现象也消除了。
零件加工实物如图19所示。
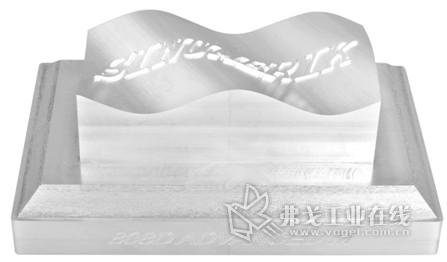
图19
四、优势技术
(1)新系统采用总线技术。CNC与伺服驱动之间的 Drive Bus 高速总线通信保证了高精度、高可靠性的闭环控制,从而达到了更优的加工效果。
(2)无电池,绿色环保。整个数控系统无电池免维护。NV RAM存储技术无需电池保存数据,机械式绝对值编码器无需电池即可记录位置。
(3)STO安全集成功能。现场体验机床的安全保护措施,达到欧洲安全标准。
(4)IP65 防护等级。水滴滴在电机上,电机仍然正常工作。
五、结语
对于用户来说,“花小钱办大事”,这是笔者对这款系统的评价。新系统是一款面向大众的产品,和同类产品相比,操作便捷,编程智能,功能丰富强大,能满足不同客户需求。维修、调试、学习在同类产品中有很大的优势,甚至可媲美其他高档系统。
测试社区